
Внедрения MES на заводах по производству цельномолочной и кисломолочной продукции отличается от внедрения у сыроделов. Производство цельномолочной продукции более механизировано и участие человека в процессе минимально. Руководители оснащенных современным оборудованием предприятий ожидают, что учет будет строиться автоматически, путем загрузки информации с этого оборудования и приводят такие аргументы в пользу автоматического учета:
- Достоверность. Меньше ошибок и преднамеренных искажений, чем при ручном вводе.
- Оперативность. Информация фиксируется в момент совершения операций, а не после, в результате возможно выстраивать систему предупреждений и уведомлений для оперативной реакции на отклонения.
- Полнота. Ручной перенос информации с оборудования слишком трудоемкий. Часть полезной для анализа информации не переносится.
- Снижение затрат на учет. Ручной ввод информации либо приводит к появлению на производстве людей, которые основную часть времени занимаются учетом, либо отнимает время у людей, которые выполняют производственные операции.
Несмотря на наши призывы осторожно и осмысленно подходить к задачам получения информации с оборудования, вопросы о том, каким образом такие задачи могут быть решены, задаются все чаще. В этой статье я написал о распространенных задачах съема информации с оборудования, встречающихся у переработчиков молока, и способах решения. Чтобы статья не получилась слишком длинной, в ней рассказывается только про решение задач съема информации в приемно-аппаратном цехе (ПАЦ), о съеме информации с фасовочных линий я напишу отдельную статью позднее.
Концептуальная схема интеграции
Для лучшего понимания вариантов решения и терминологии ниже приведена схема и пояснения к ней:
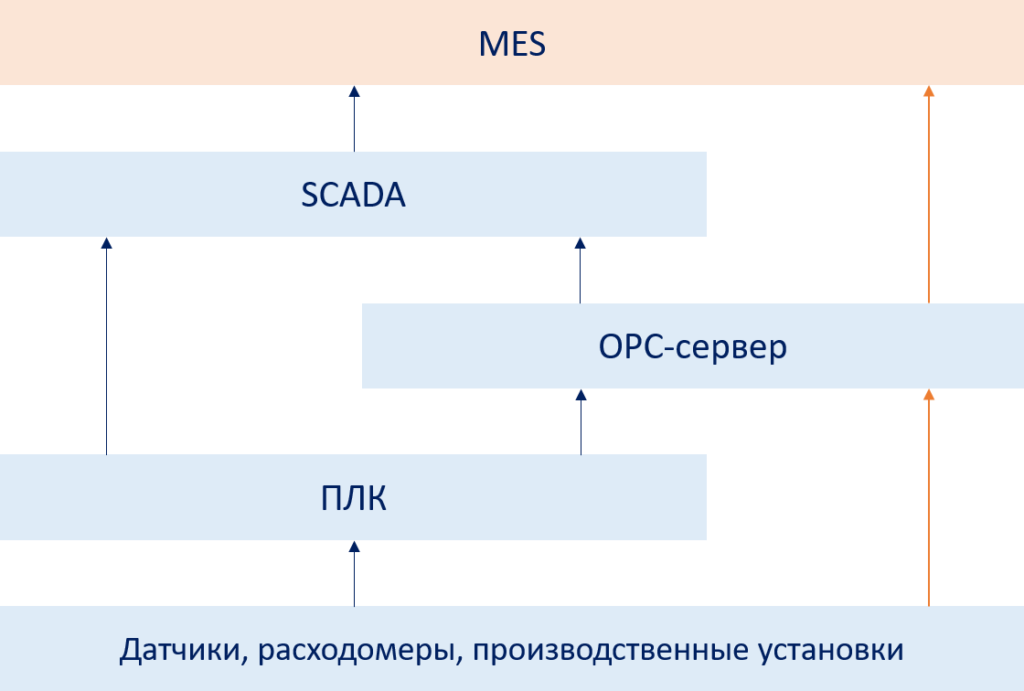
- ПЛК (PLC, программируемый логический контроллер) – устройство, к которому подключается приборы учета и оборудование. Это основной «мозг» производственного процесса, через который происходит оперативное управление. ПЛК обрабатывает импульсы с подключенных приборов и передает на приборы команды в виде импульсов.
- OPC-сервер (Open Platform Communications) — класс программ, предназначенных для сбора информации с оборудования, приборов учета и ПЛК, и передачи этой информации в унифицированном виде (в соответствии с протоколом OPC) в системы верхнего уровня (SCADA, MES, ERP).
- SCADA (Supervisory Control And Data Acquisition — диспетчерское управление и сбор данных) — класс программ, предназначенных для управления оборудованием и производственным процессом в режиме реального времени. SCADA может получать информацию с ПЛК напрямую или через OPC-сервер.
Как видно на схеме, возможны 2 варианта получения данных с оборудования и расходомеров в ПАЦ.
Получение информации из SCADA
При наличии SCADA и при условии, что необходима информация с приборов поступает в SCADA, проще всего реализовать обмен между SCADA и MES. Львиную долю времени в таких задачах занимает согласование формата обмена между разработчиками MES и SCADA:
- Разработчики SCADA выясняют, какую информацию они будут передавать. Не всегда эта информация есть у них в нужном виде, поэтому часто возникает задача доработки SCADA для ее подготовки.
- Разработчики MES выясняют, какую информацию они получат и как они будут ее обрабатывать.
- Стороны договариваются о способе передачи информации.
После нескольких таких согласований с компаниями-разработчиками SCADA, мы пришли к выводу, что удобный для всех способ обмена – это использование промежуточной SQL-базы, в которую SCADA записывает информацию, а MES читает. При этом, по нашему опыту, необходимую информацию можно структурировать в 3-4 таблицы. Для сокращения сроков таких работ мы подготовили стандартный набор таблиц для обмена, и включили в свою MES-систему типовой функционал для загрузки информации из этих таблиц.
Получение информации с приборов через OPC-сервер
Этот способ удобно использовать для расходомеров, не подключенных к SCADA. Чаще всего такую схему применяют для подключения расходомеров на линиях приемки молока.
«Обвязка» расходомера для подключения к MES может выполняться силами сотрудников КИПиА предприятия. Большинство производителей имеют собственные OPC-сервера, к которым можно самостоятельно подключить их расходомеры. Для того, чтобы получить информацию из OPC-сервера в MES, в MES должен быть модуль, который может взаимодействовать в OPC-сервером. Существует несколько стандартов OPC, в своем модуле мы используем OPC-UA и OPC-DA, как наиболее популярные. Если сервер использует один из них, интеграция работает «из коробки», и задача сводится к настройке нормативно-справочной информации. При этом не важно, OPC-сервер какого производителя используется.
Информация с расходомера может потребовать дополнительной обработки на OPC-сервере перед передачей в MES. Так, например, если расходомер стоит на трубе, которая соединяет одну группу танков с другой, требуется дополнительная обработка информации о положении клапанов, чтобы определить, между какими танками было передано количество, зафиксированного расходомером. Для решения таких задач привлекаются специалисты по программированию OPC-серверов.
Информация о танках может быть указана оператором и на стороне MES, но это потребует частого отвлечения оператора, чего обычно стараются избежать. При более простой задаче, например, при получении значения с расходомеров на линии приемки, оператору удобно указывать информацию в MES, поскольку он все равно в этот момент сфокусирован на процессе приемки, работает с интерфейсом в MES и ожидает получения цифры с расходомера. В таких случаях информация может загружаться без предварительной обработки на стороне OPC-сервера.
Обработка загруженной информации
После загрузки в MES информация с оборудования имеет такой вид:
«1600 кг передано из танка 1 в танк 2»
Чтобы преобразовать ее в учетные документы выпуска, расхода материалов и перемещения, привязать к номенклатуре и партии, требуется дополнительная обработка. Конечно, эту информацию может вручную обрабатывать человек, но это требует больших трудозатрат и снижает оперативность, поэтому ручной обработки стараются избегать.
Механизмы автоматической обработки загруженной информации должны быть реализованы таким образом, чтобы изменение производственных процессов или состава измерительных приборов не требовало перепрограммирования. Для этого в нашей MES-системе разработан модуль обработки, который содержит варианты обработки загруженной информации и позволяет без программирования настраивать создание учетных документов на основании информации, загруженной с оборудования и приборов учета. Упрощенно модуль интеграции с оборудованием на стороне MES можно представить следующим образом:
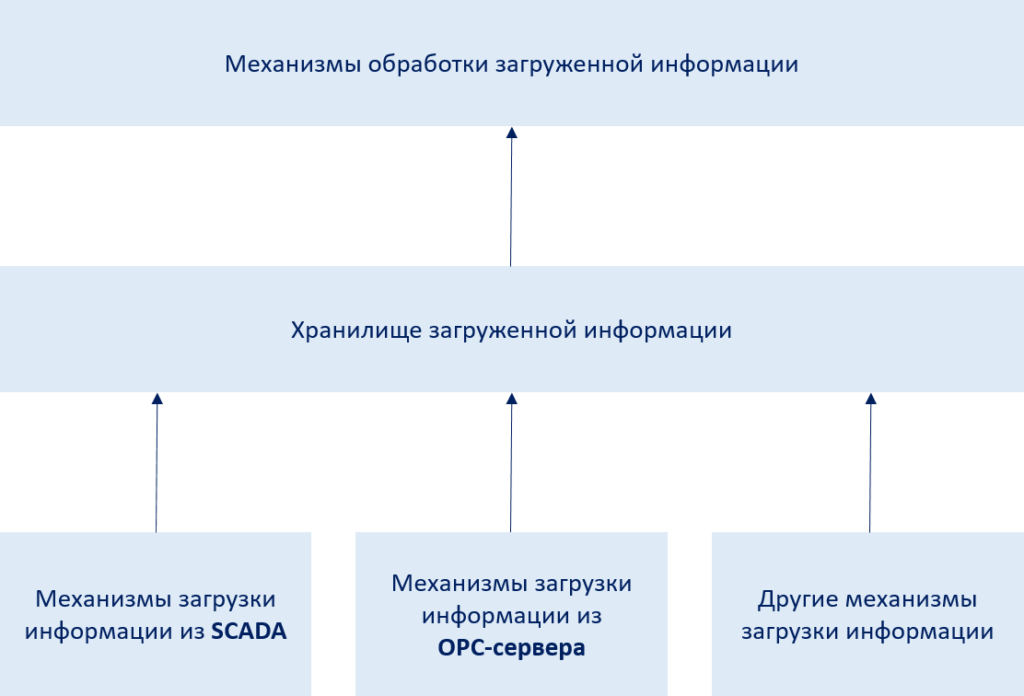
Такая схема позволяет не изменять основную часть модуля даже при реализации интеграции другими средствами, не через SCADA и OPC. В результате в MES загружается готовый учетный документ. Там, где информации для автоматического учета недостаточно, система задает оператору конкретный вопрос, вроде такого:
«В танке 2 было смешано 500 кг «Пастеризованное молоко» и 100 кг «Обезжиренное молоко. Подтвердите выпуск 600 кг «Смесь, нормализованная 3,0%» или, выберите другую номенклатуру выпуска.»
После ответа оператора в системе автоматически создается учетный документ.
Заключение
Как я уже упоминал выше, больше всего времени при решении задач интеграции с оборудованием уходит не на программирование и настройку непосредственно, а на согласование деталей интеграции между сторонами. Несмотря на наличие наработок и для интеграции через SCADA, и для интеграции через OPC, задачи интеграции с оборудованием все еще остаются слабо управляемыми для вас, как для заказчиков.
Мы стремимся к тому, чтобы повысить качество и управляемость этой услуги для вас, поэтому стараемся исключить из этих работ третью сторону, либо минимизировать ее участие, и выполнять для вас такие задачи «под ключ». Для этого мы наращиваем свои знания в программировании контроллеров, OPC-серверов и SCADA-систем, а также в части учетного оборудования. Мы особенно заинтересованы в работах по прямому съему информации с расходомеров, контролю влажности и температуры в производственных помещениях, автоматическому подсчету штук в процессе производства или фасовки. Если у вас есть подобные задачи и люди, готовые поучаствовать в проработке вариантов оборудования – обращайтесь, мы с радостью поучаствуем в проработке концепта решения.